


Компания GASPARINI S.p.A. – общепризнанный лидер в области производства машин для обработки металлического листа. Более 30 лет компания выпускает гильотины, гидравлические прессы и автоматические линии резки листа.
ГИБОЧНЫЕ ПРЕССЫ GASPARINI
Синхронизированные гибочные прессы в последние годы вытеснили традиционные механические прессы и прессы с крутильным валом благодаря превосходству в области гибкости производства и качества продукции.

Отличительными особенностями нового поколения гибочных прессов Gasparini являются:
- автоматический рассчет необходимого усилия траверсы по заданным значениям толщины материала, ширины листа и угла сгиба;
- автоматическая компенсация деформаций несущей структуры, обеспечивающая идеальный результат гибки;
- возможность выполнения гибочных операций даже на краях машины;
- автоматическое позиционирование задних упоров;
- возможность выполнять коническую гибку;
- автоматическая компенсация прогибов (бомбардировка);
- возможность выполнения гибов с перекосом верхней траверсы (максимальная расфазировка между Y1 и Y2 составляет 15 мм).
Новая серия гибочных прессов PSB и PSG с усилием от 45 тн до 1000 тн позволяет обрабатывать лист толщиной до 30 мм и длиной гибки до 6100 мм. Она создана на основе последних достижений научно-технического прогресса, и обеспечивает наилучшие результаты по надежности, качеству и производительности.
Это достигается за счет следующего:
- использование жесткой сварной станины, обработанной в сборе;
- тщательный контроль устанавливаемых механизмов;
- прямая поставка комплектующих проверенными производителями;
- оптимизация гидравлической, электрической и электронной систем;
- комплектация базовой модели согласно потребностям заказчика.
Для получения больших длин гибки имеется возможность последовательной установки двух или трех прессов серии PSB и PSG
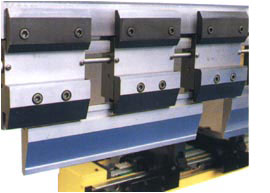
Регулируемые вставки
Выполненные с особой тщательностью, вставки крепятся к верхней траверсе и позволяют изготавливать изделия с высокими бортами типа ящиков. При необходимости вставки можно снять и крепить инструмент непосредственно на траверсу, что обеспечивает большее расстояние между пуансоном и матрицей.
Задний упор
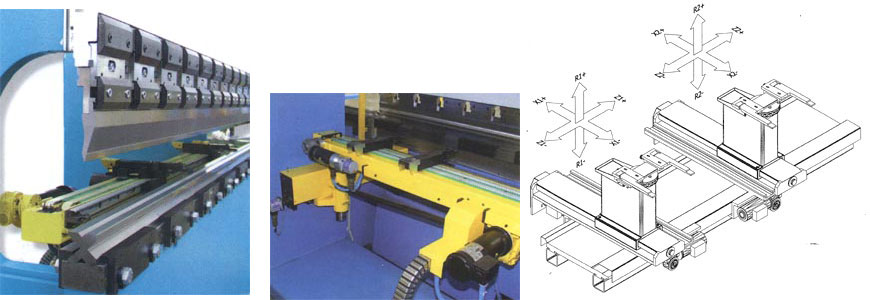
Механические части задних упоров обладают большой прочностью и обеспечивают отличную точность. Перемещения по любой оси совершаются с максимальной скоростью; непосредственно перед достижением заданной позиции происходит плавное замедление с последующей остановкой. Задний упор имеет зону безопасности, которая программируется таким образом, чтобы пальцы заднего упора не могли ни при каких обстоятельствах столкнуться с ножем или матрицей.
Позиционирование заднего упора осуществляется автоматически. В зависимости от нужд заказчика, возможна реализация от 2 до 6 контролируемых осей.
Блокировка ножей и матриц
По желанию заказчика возможно использование, помимо стандартной механической блокировки, более совершенных блокировок – гидравлической и пневматической.
Преимуществами пневматической системы зажима по отношению к гидравлической являются более высокое быстродейсвие и возможность медленного выравнивания ножей без необходимости выполнения холостого хода.
Все компоненты системы пневматического зажима инструмента изготавливаются на электроэррозионных станках.
Системы компенсации прогиба верхней траверсы
Гидравлическая система ACSG1 для автомтической компенсации деформаций верхней траверсы позволяет обеспечить идеальную параллельность между верхней и нижней траверсами при выполнении гибки. Прогиб верхней траверсы рассчитывается управляющим блоком теоретически на основании толщины листа, типа материала, угла сгиба и позиции листа внутри пресса. Более того, при выполнении гибки прогиб верхней траверсы измеряется непосредственно механическими сенсорами, помещенными на верхней траверсе. Система бомбирования включает в себя серию гидравлических цилиндров малого размера, расположенных внутри нижней траверсы.
Давление цилиндров регулируется управляющим блоком. Совокупное давление цилиндров бомбирования обеспечивает распределение деформаций на нижней траверсе, которое в точности компенсирует прогиб верхней траверсы. Система ACSG1 гарантирует превосходный результат гибки по всей рабочей длине пресса, даже при использовании очень широких листов, без необходимости вмешательства оператора и внесения корректировок в параметры пресса.
ГИЛЬОТИНЫ GASPARINI

Существенный недостаток большинства гильотин заключается в наличии избыточной нагрузки от несущей конструкции, распределнной вне оси давления цилиндров, что негативно сказывается на результатах резки. В последних моделях гильотин серии CO фирма GASPARINI отказалась от подвижной несущей конструкции и ввела в качестве подвижного элемента траверсу, усилие которой сцентрировано вдоль оси давления цилиндров. Это решение позволило достигнуть прекрасного качества и точности резки, а также продлить срок службы цилиндров.
Для всех машин серии CO каретки заднего упора крепятся на неподвижной несущей конструкции гильотины. Они не подвержены вибрациям, т.к. в процессе резки движется только траверса - деражтель ножа. В процессе резки специальное механическое устройство плавно отводит каретки, позволяя свободное падение листового материала.
Основные особенности работы гильотины:
- установка заднего упора осуществляется управляющим блоком автоматически в соответствии с запрограммированным значением;
- имеется подсветка линии реза, что особенно полезно при резке листов с предварительной разметкой;
- для надежной фиксации листа в процессе выполнения резки используется серия гидравлических цилиндров малого размера (прижимные цилиндры);
- установка зазора между лезвиями и угла наклона лезвия производится автоматически в зависимости от толщины материала;
- специальный механизм защиты режущей кромки.
Механизм установки длины реза
При использовании листов, ширина которых меньше полезной длины реза гильотины, оператор имеет возможность регулировки длины реза. Данная операция позволяет значительно сэкономить время и увеличить производительность. Ход лезвия определяется машиной автоматически, исходя из реальной ширины листа. Ширина листа выбирается поворотом регулятора, затем по нажатии кнопки машина автоматически установит требуемое значение длины реза.
Гильотины серии CO, благодаря своим конструктивным особенностям, могут обладать дополнительными полезными приспособлениями, например:
- держатели листового материала с перемещением двух типов и автоматическим возвратом отрезанного листа на стол оператора;
- гидравлические системы для предотвращения скручивания листового материала при резке тонких полос большой толщины;
- ленточные и цепные эвакуаторы;
- устройства, предотвращающие царапание листового материала;
- автоматические укладчики.